专业制造,品质卓越 - 刀具行业的引领者
聚晶金刚石刀具,适用于有色金属和非金属材料的精密加工

用于铝合金、铜合金等有色金属的精密车削加工。



用于有色金属和非金属材料的精密车削加工。


用于高硅铝合金等难加工材料的精密钻孔。
详细技术规格与性能指标
| 参数名称 | 参数值 | 说明 |
|---|---|---|
| 金刚石粒度 | 2-50μm | 可根据加工要求选择不同粒度 |
| 硬度 | 8000-9000 HV | 远高于硬质合金刀具 |
| 耐磨性 | 是硬质合金的50-100倍 | 大幅提高刀具使用寿命 |
| 导热系数 | 500-700 W/m·K | 良好的散热性能 |
| 工作温度 | ≤700℃ | 在高温下保持性能稳定 |
| 加工表面粗糙度 | Ra0.1-0.4μm | 可获得优异的表面质量 |
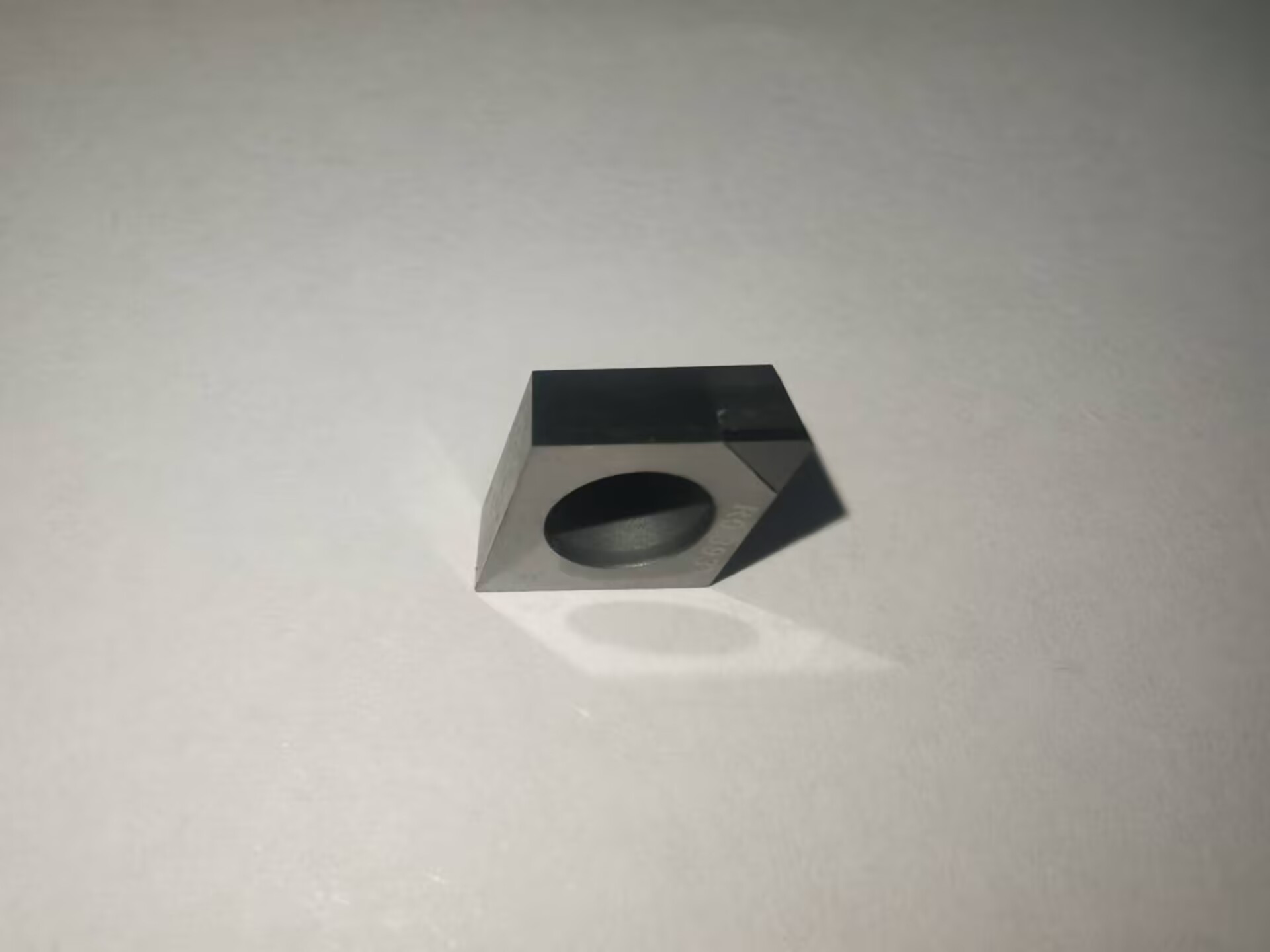
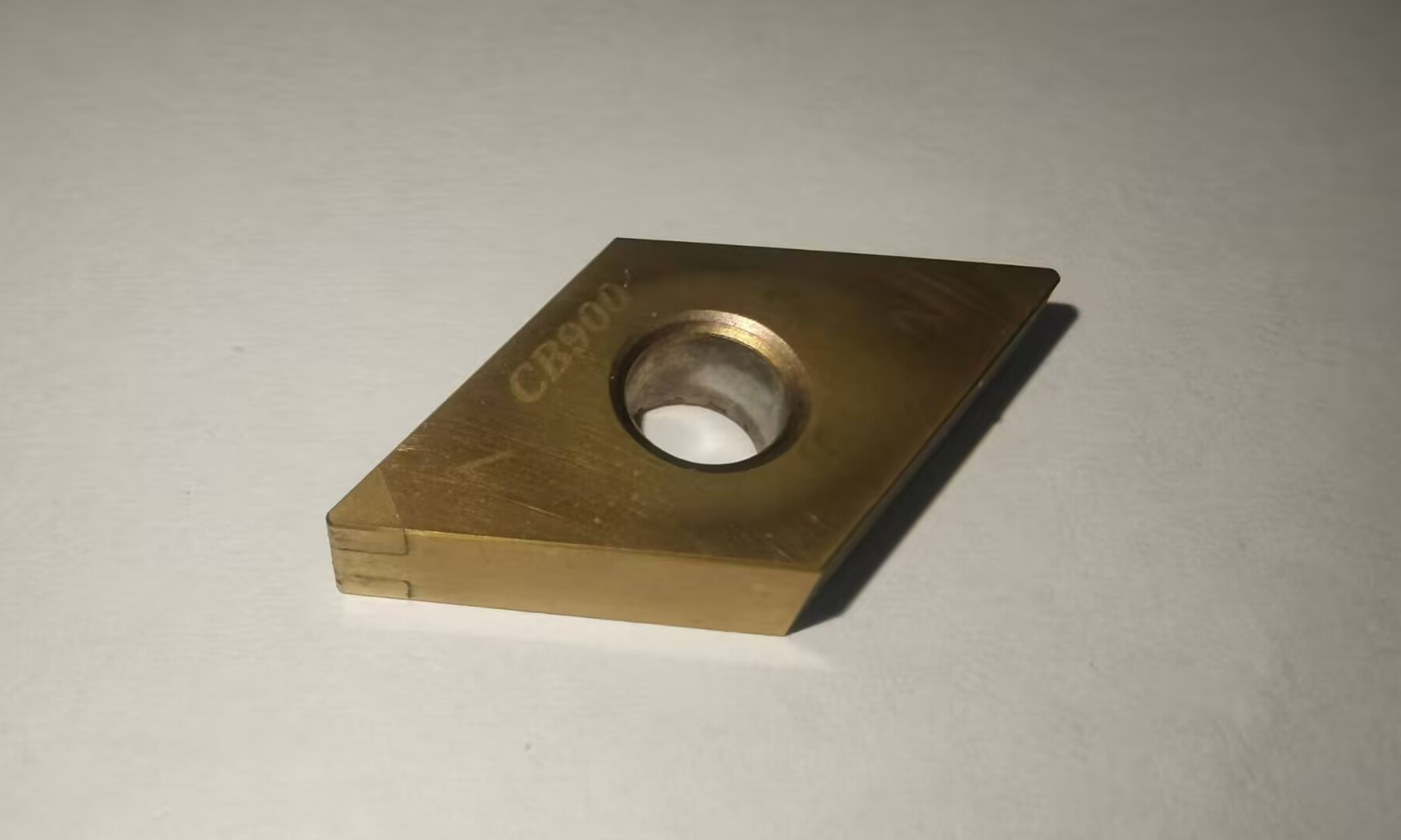
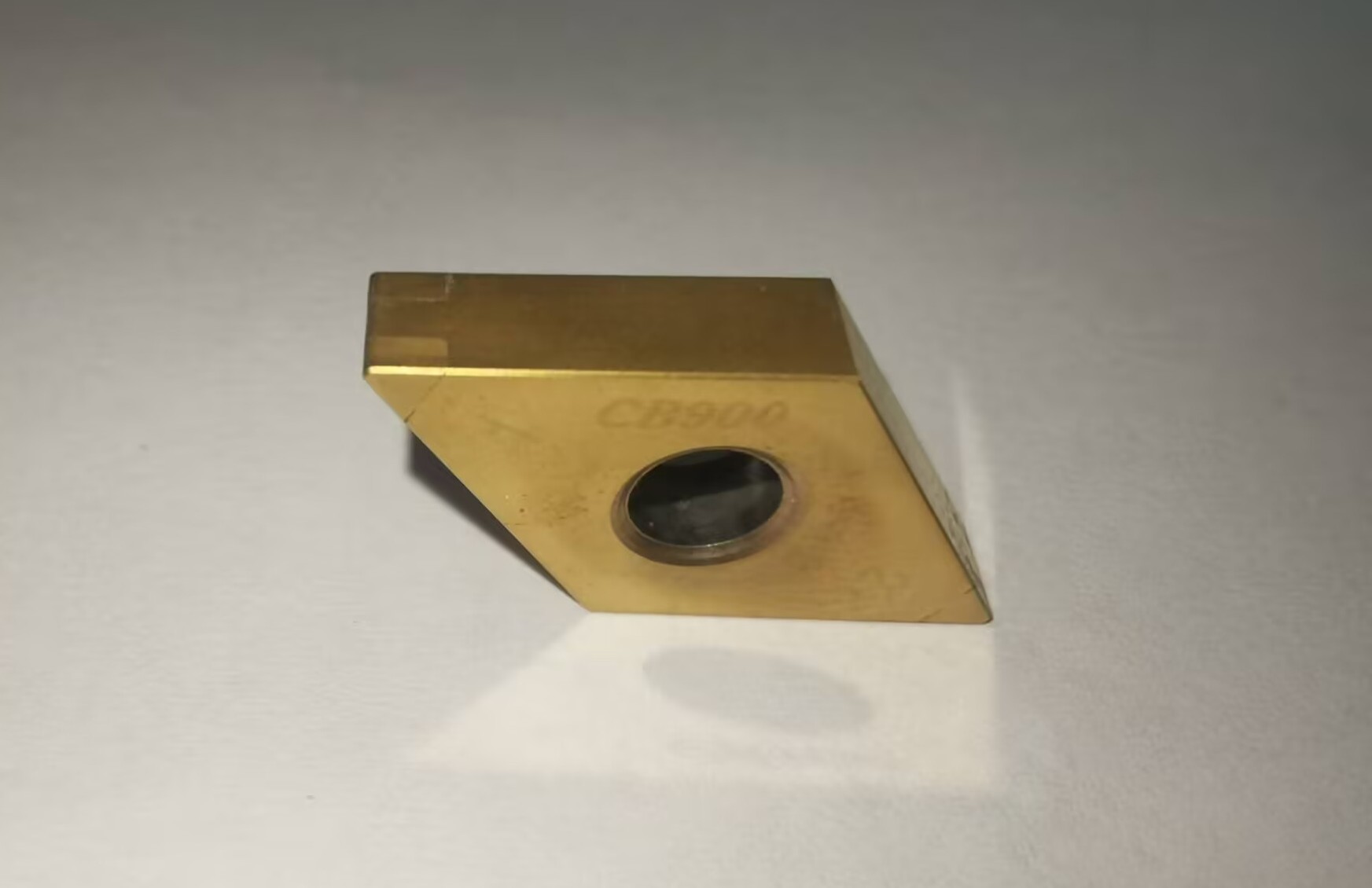
立方氮化硼刀具,适用于淬硬钢、铸铁等难加工材料


用于淬硬钢、铸铁等难加工材料的精密槽加工。

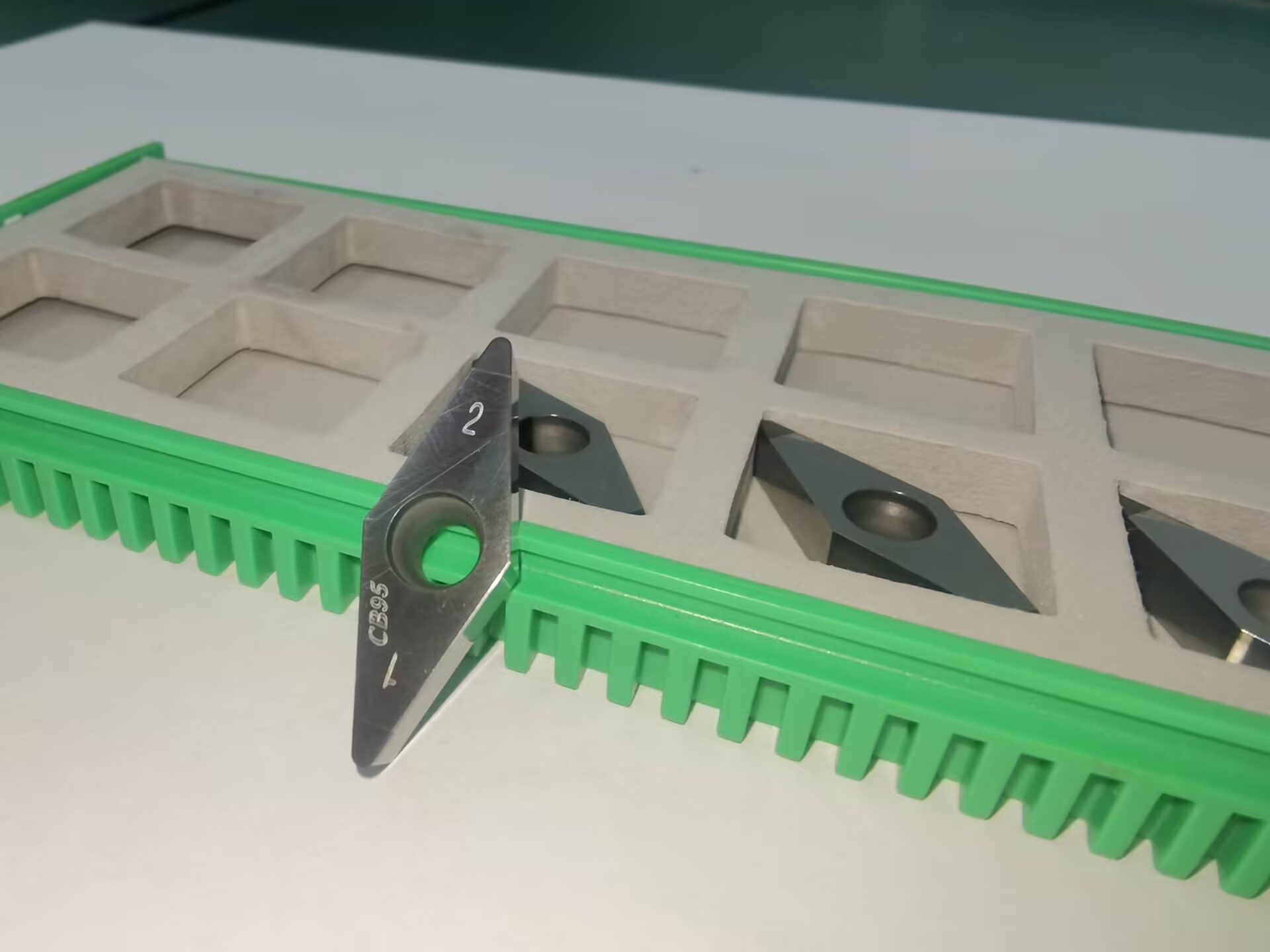
用于难加工材料以及淬硬钢、铸铁的精密车削加工。



用于高硬度材料的精密钻孔与铰孔加工。
详细技术规格与性能指标
| 参数名称 | 参数值 | 说明 |
|---|---|---|
| CBN含量 | 50-95% | 可根据加工要求选择不同含量 |
| 硬度 | 3000-5000 HV | 仅次于金刚石 |
| 耐热性 | 1400℃ | 高温下保持高硬度 |
| 耐磨性 | 是硬质合金的30-50倍 | 适用于难加工材料 |
| 导热系数 | 100-130 W/m·K | 良好的散热性能 |
| 化学稳定性 | 优良 | 不与铁族元素反应 |
根据客户特定需求,定制专用刀具解决方案



根据客户图纸和技术要求,定制特殊形状和尺寸的刀具。


用于复杂形状和高精度铣削加工的刀盘。
根据加工材料定制特殊涂层的刀具。
从需求到交付的完整服务流程
详细了解客户加工需求和技术要求
设计刀具结构、选择材料和涂层方案
制造样品并进行测试验证
样品确认后进行批量生产和交付
根据加工材料选择合适的刀具材料和类型
不同加工材料对应的推荐刀具类型和参数
| 加工材料类别 | 具体材料示例 | 推荐刀具类型 | 推荐刀具材料 | 切削速度范围 | 进给量范围 |
|---|---|---|---|---|---|
| 有色金属 | 铝合金、铜合金、镁合金 | PCD铣刀、车刀 | PCD(聚晶金刚石) | 300-800 m/min | 0.1-0.4 mm/齿 |
| 铸铁材料 | 灰铸铁、球墨铸铁 | PCBN车刀、铣刀 | PCBN(立方氮化硼) | 100-300 m/min | 0.1-0.3 mm/齿 |
| 淬硬钢 | 45-65HRC淬硬钢 | PCBN车刀、铣刀 | PCBN(高CBN含量) | 80-200 m/min | 0.05-0.2 mm/齿 |
| 高温合金 | Inconel、钛合金 | PCBN刀具 | PCBN | 50-120 m/min | 0.05-0.15 mm/齿 |
| 复合材料 | 碳纤维、玻璃纤维 | PCD铣刀、钻头 | PCD(细粒度) | 200-500 m/min | 0.05-0.2 mm/齿 |
| 粉末冶金 | 铁基、铜基粉末冶金 | PCBN刀具 | PCBN | 60-150 m/min | 0.08-0.2 mm/齿 |
根据加工要求和条件选择合适的刀具
刀具硬度应高于工件材料硬度2-3倍以上,PCD刀具适用于有色金属,PCBN适用于淬硬钢和铸铁。
高温环境下加工应选用PCBN刀具,PCD刀具工作温度不超过700℃。
避免刀具材料与工件材料发生化学反应,PCBN刀具不与铁族元素反应,适合加工钢铁材料。
综合考虑刀具成本、加工效率和使用寿命,推荐PCD/PCBN刀具。
不同刀具材料推荐的切削参数范围
| 刀具材料 | 适用材料硬度 | 推荐切削速度 | 推荐进给量 | 切削深度 | 冷却方式 |
|---|---|---|---|---|---|
| PCD刀具 | 有色金属 < 300HB | 300-1000 m/min | 0.05-0.4 mm/齿 | 0.1-3 mm | 干切或微量润滑 |
| PCBN刀具 | 45-65 HRC | 80-300 m/min | 0.05-0.3 mm/齿 | 0.1-2 mm | 推荐使用冷却液 |
如何判断刀具磨损状态和预测刀具寿命
当出现以下情况时,PCD刀具需要修磨:
PCBN刀具寿命主要受以下因素影响:
提高超硬刀具使用寿命的方法:
我们的刀具广泛应用于各个工业领域
发动机零部件、变速箱、制动系统等
飞机发动机、起落架、结构件等
模具、精密零件、医疗器械等
半导体、连接器、散热器等
关于刀具选型、使用和维护的常见问题解答
PCD刀具粒度的选择主要取决于加工材料和表面质量要求。粗粒度(10-50μm)适用于粗加工和断续切削,耐磨性更好;细粒度(2-10μm)适用于精加工,可获得更好的表面质量。
PCBN刀具主要适用于加工硬度在45HRC以上的淬硬钢、铸铁、高温合金、硬质合金等难加工材料。
定制刀具的交货周期根据刀具复杂程度和数量而定。简单非标刀具通常需要10-20天,复杂组合刀具可能需要15-30天。对于紧急需求,我们可以提供加急服务。
延长刀具寿命的关键包括:选择合适的切削参数、使用合适的冷却液、定期检查刀具磨损情况、及时修磨刀具、保持机床精度和稳定性等。
