専門的な製造、卓越した品質 - 切削工具業界のリーダー
多結晶ダイヤモンド工具、非鉄金属・非金属材料の精密加工に最適

アルミ合金、銅合金などの非鉄金属の精密旋削加工用。



非鉄金属・非金属材料の精密旋削加工用。


高ケイ素アルミ合金など難削材の精密穴加工用。
詳細な技術仕様と性能指標
| パラメータ | 値 | 説明 |
|---|---|---|
| ダイヤモンド粒度 | 2-50μm | 加工要求に応じて選択可能 |
| 硬度 | 8000-9000 HV | 超硬工具よりはるかに高い |
| 耐摩耗性 | 超硬合金の50-100倍 | 工具寿命が大幅に向上 |
| 熱伝導率 | 500-700 W/m·K | 良好な放熱性 |
| 使用温度 | ≤700℃ | 高温で安定した性能 |
| 加工表面粗さ | Ra0.1-0.4μm | 優れた表面品質が得られる |
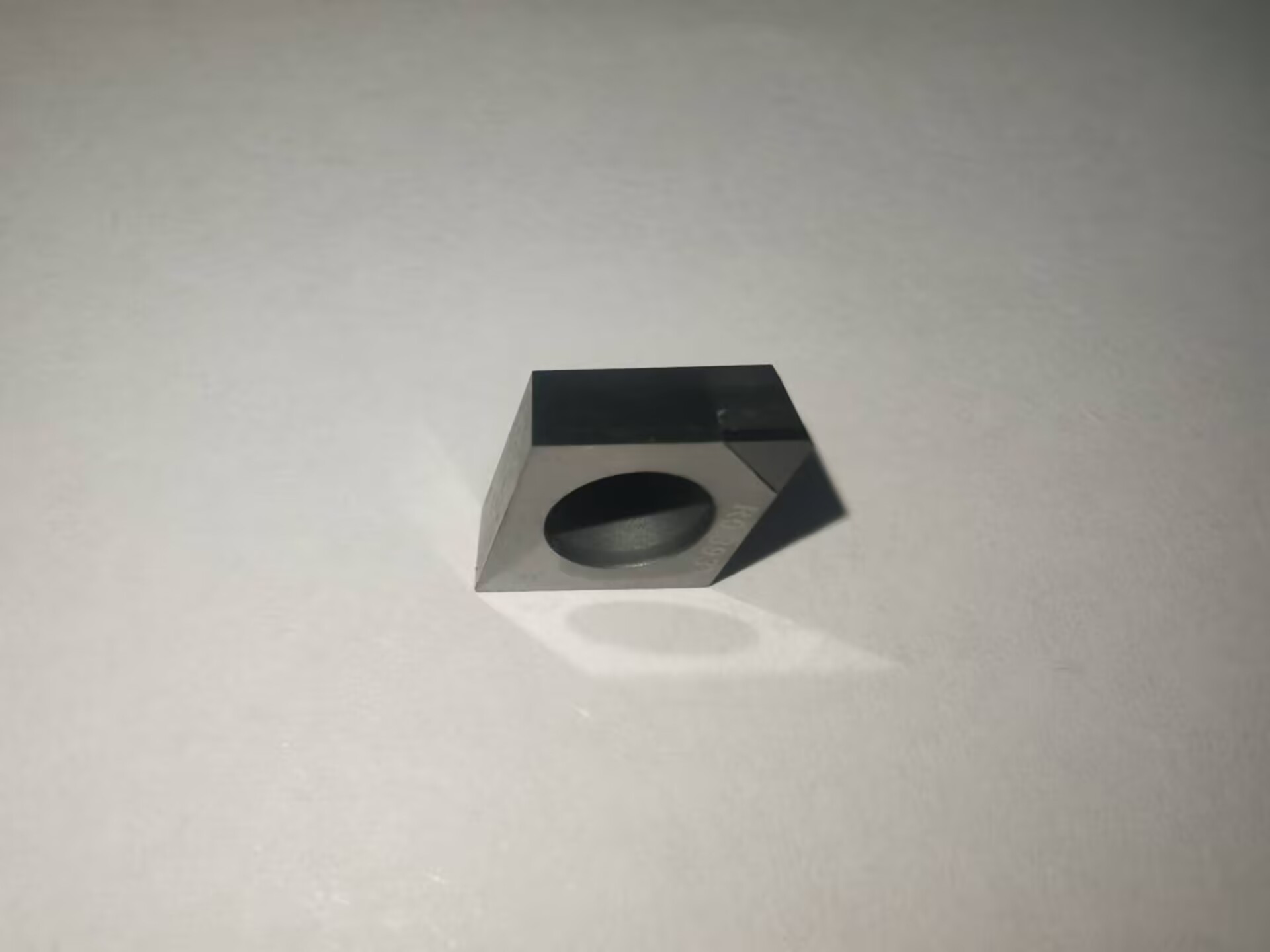
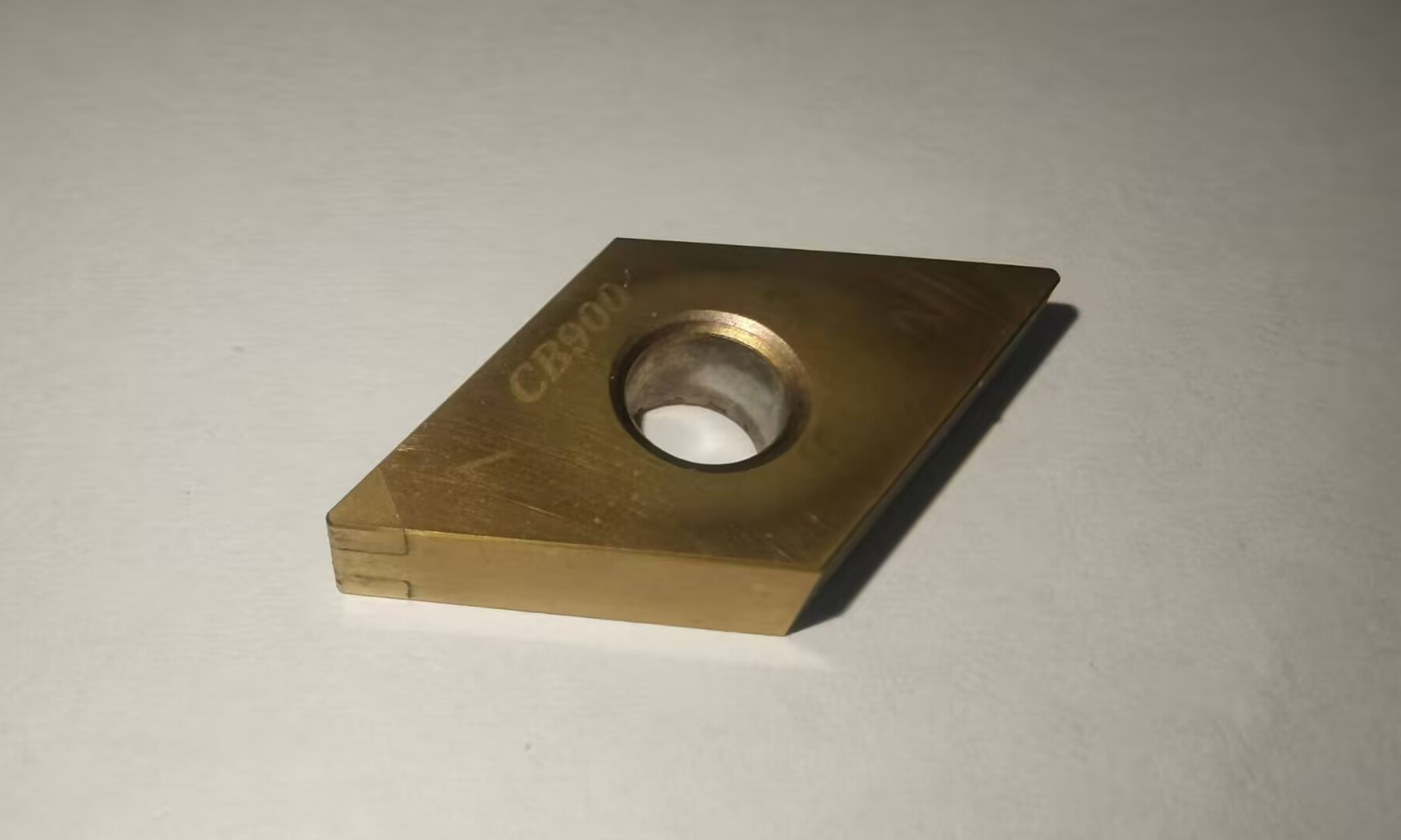
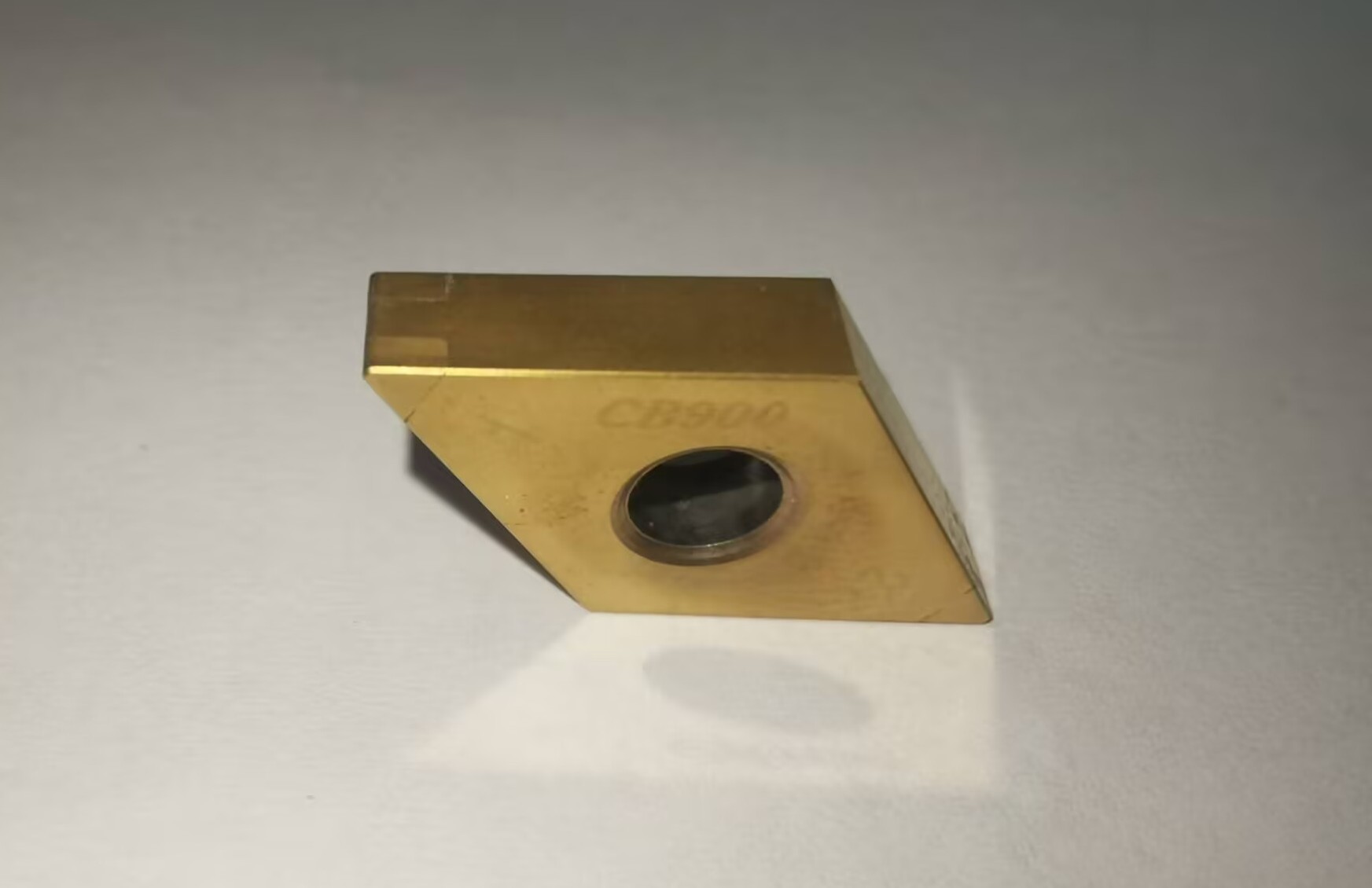
立方晶窒化ホウ素工具、焼入れ鋼・鋳鉄などの難削材加工に最適


焼入れ鋼、鋳鉄などの難削材の精密溝加工用。

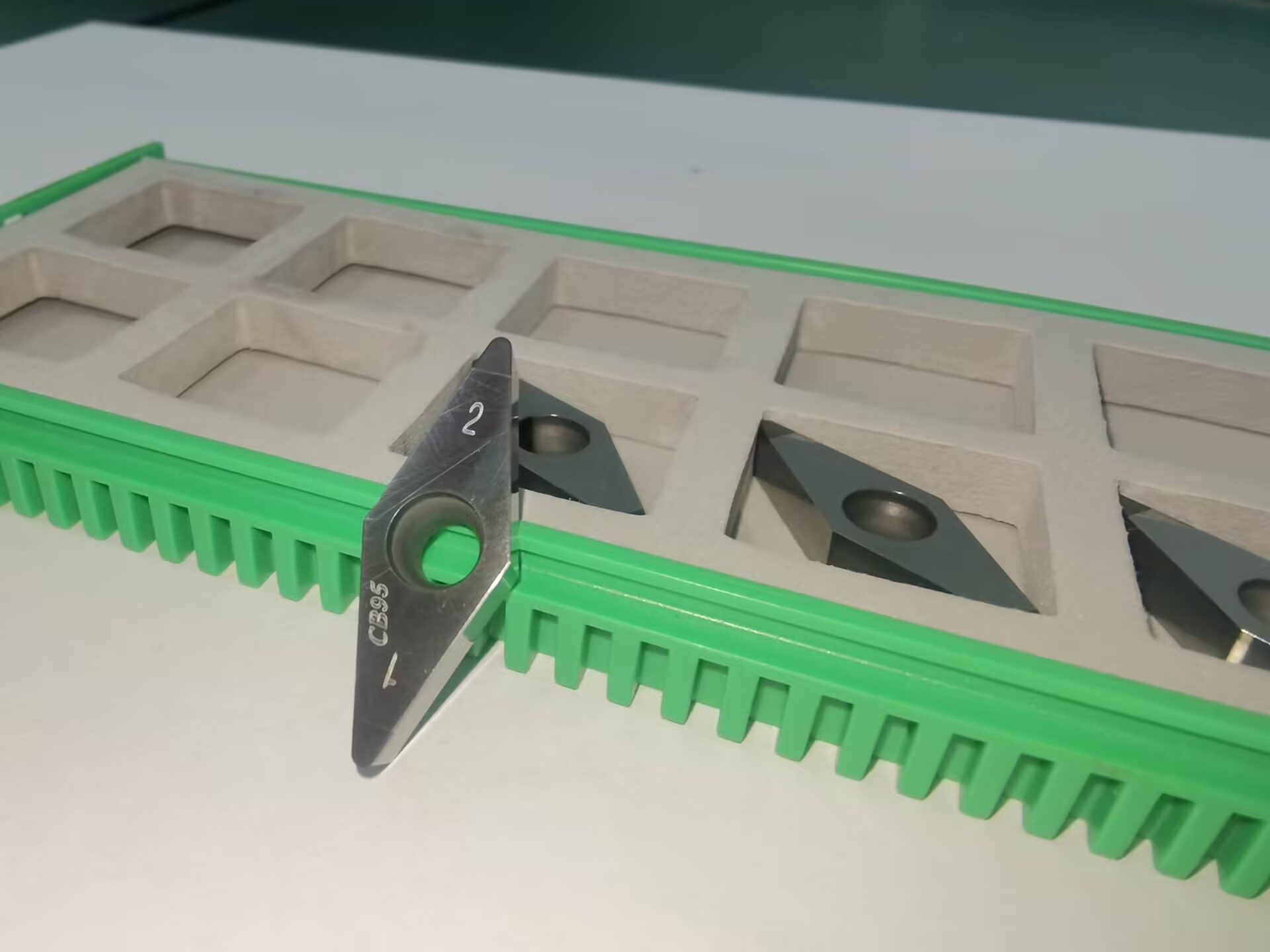
難削材、焼入れ鋼、鋳鉄の精密旋削加工用。



高硬度材料の精密穴加工・リーマ加工用。
詳細な技術仕様と性能指標
| パラメータ | 値 | 説明 |
|---|---|---|
| CBN含有量 | 50-95% | 加工要求に応じて選択可能 |
| 硬度 | 3000-5000 HV | ダイヤモンドに次ぐ硬度 |
| 耐熱性 | 1400℃ | 高温下でも高硬度を維持 |
| 耐摩耗性 | 超硬合金の30-50倍 | 難削材加工に適する |
| 熱伝導率 | 100-130 W/m·K | 良好な放熱性 |
| 化学的安定性 | 優良 | 鉄族元素と反応しない |
お客様の特定ニーズに合わせた専用工具ソリューション



お客様の図面・技術要求に基づき、特殊形状・サイズの工具を製作。


複雑形状・高精度フライス加工用のアーバ。
加工材料に応じた特殊コーティングを施した工具。
ご要望から納品までの完全なサービスフロー
お客様の加工ニーズ・技術要件を詳細に把握
工具形状設計、材料・コーティング選定
サンプル製作、テスト検証
サンプル承認後、量産・納品
加工材料に応じた最適な工具材料・タイプの選定
加工材料別の推奨工具タイプとパラメータ
| 加工材料カテゴリ | 具体例 | 推奨工具タイプ | 推奨工具材料 | 切削速度範囲 | 送り量範囲 |
|---|---|---|---|---|---|
| 非鉄金属 | アルミ合金、銅合金、マグネシウム合金 | PCDフライス、バイト | PCD | 300-800 m/min | 0.1-0.4 mm/刃 |
| 鋳鉄 | ねずみ鋳鉄、ダクタイル鋳鉄 | PCBNバイト、フライス | PCBN | 100-300 m/min | 0.1-0.3 mm/刃 |
| 焼入れ鋼 | 45-65HRC焼入れ鋼 | PCBNバイト、フライス | PCBN(高CBN含有) | 80-200 m/min | 0.05-0.2 mm/刃 |
| 高温合金 | インコネル、チタン合金 | PCBN工具 | PCBN | 50-120 m/min | 0.05-0.15 mm/刃 |
| 複合材料 | 炭素繊維、ガラス繊維 | PCDフライス、ドリル | PCD(微粒) | 200-500 m/min | 0.05-0.2 mm/刃 |
| 粉末冶金 | 鉄系、銅系粉末冶金 | PCBN工具 | PCBN | 60-150 m/min | 0.08-0.2 mm/刃 |
加工条件に応じた適切な工具選定
工具硬度は被削材硬度の2-3倍以上。PCDは非鉄金属、PCBNは焼入れ鋼・鋳鉄に適用。
高温加工にはPCBN。PCDの使用温度は700℃以下。
工具と被削材の反応を回避。PCBNは鉄族元素と反応せず、鋼材加工に適す。
工具コスト、加工効率、寿命を総合的に判断。長期加工にはPCD/PCBN推奨。
工具材料別の推奨切削パラメータ
| 工具材料 | 適用材料硬度 | 推奨切削速度 | 推奨送り量 | 切り込み深さ | 冷却方式 |
|---|---|---|---|---|---|
| PCD工具 | 非鉄金属 < 300HB | 300-1000 m/min | 0.05-0.4 mm/刃 | 0.1-3 mm | 乾式または微量潤滑 |
| PCBN工具 | 45-65 HRC | 80-300 m/min | 0.05-0.3 mm/刃 | 0.1-2 mm | クーラント推奨 |
工具摩耗の判断と寿命予測
以下の場合、再研磨が必要:
主な要因:
方法:
当社の工具は様々な産業分野で広く使用されています
エンジン部品、変速機、ブレーキシステムなど
航空機エンジン、着陸装置、構造部品
金型、精密部品、医療機器
半導体、コネクタ、ヒートシンク
工具選定・使用・メンテナンスに関するよくある質問
PCD粒度は加工材料と表面品質要求に依存。粗粒(10-50μm)は粗加工・断続切削に適し耐摩耗性が高い。微粒(2-10μm)は仕上げ加工に適し良好な表面品質を得られる。
PCBN工具は主に硬度45HRC以上の焼入れ鋼、鋳鉄、高温合金、硬質合金などの難削材加工に適しています。
納期は工具の複雑さ・数量によります。単純な非標準工具は通常10-20日、複雑な複合工具は15-30日。緊急の場合は優先対応可能。
適切な切削パラメータ選択、適切なクーラント使用、定期的な摩耗確認と再研磨、機械精度・剛性の維持が重要です。
