Professional Manufacturing, Excellent Quality - Leader in Cutting Tool Industry
Polycrystalline Diamond Tools, suitable for precision machining of non-ferrous and non-metallic materials

For precision turning of non-ferrous metals such as aluminum and copper alloys.



For precision turning of non-ferrous and non-metallic materials.


For precision drilling of difficult-to-machine materials such as high-silicon aluminum.
Detailed technical data and performance indicators
| Parameter | Value | Description |
|---|---|---|
| Diamond grain size | 2-50μm | Selectable according to machining requirements |
| Hardness | 8000-9000 HV | Much higher than carbide tools |
| Wear resistance | 50-100 times of carbide | Greatly extends tool life |
| Thermal conductivity | 500-700 W/m·K | Good heat dissipation |
| Operating temperature | ≤700℃ | Stable performance at high temperatures |
| Surface roughness achieved | Ra0.1-0.4μm | Excellent surface quality |
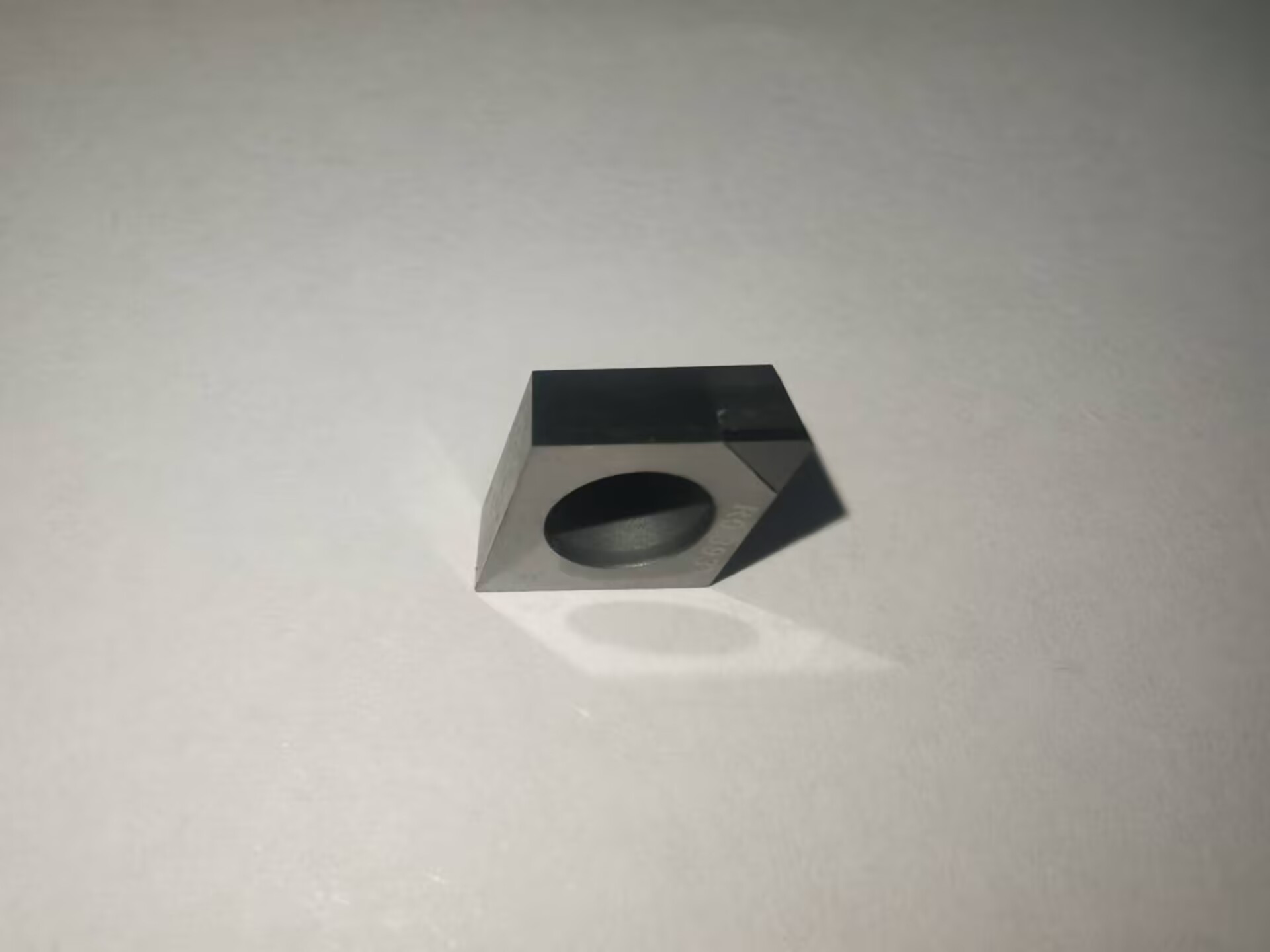
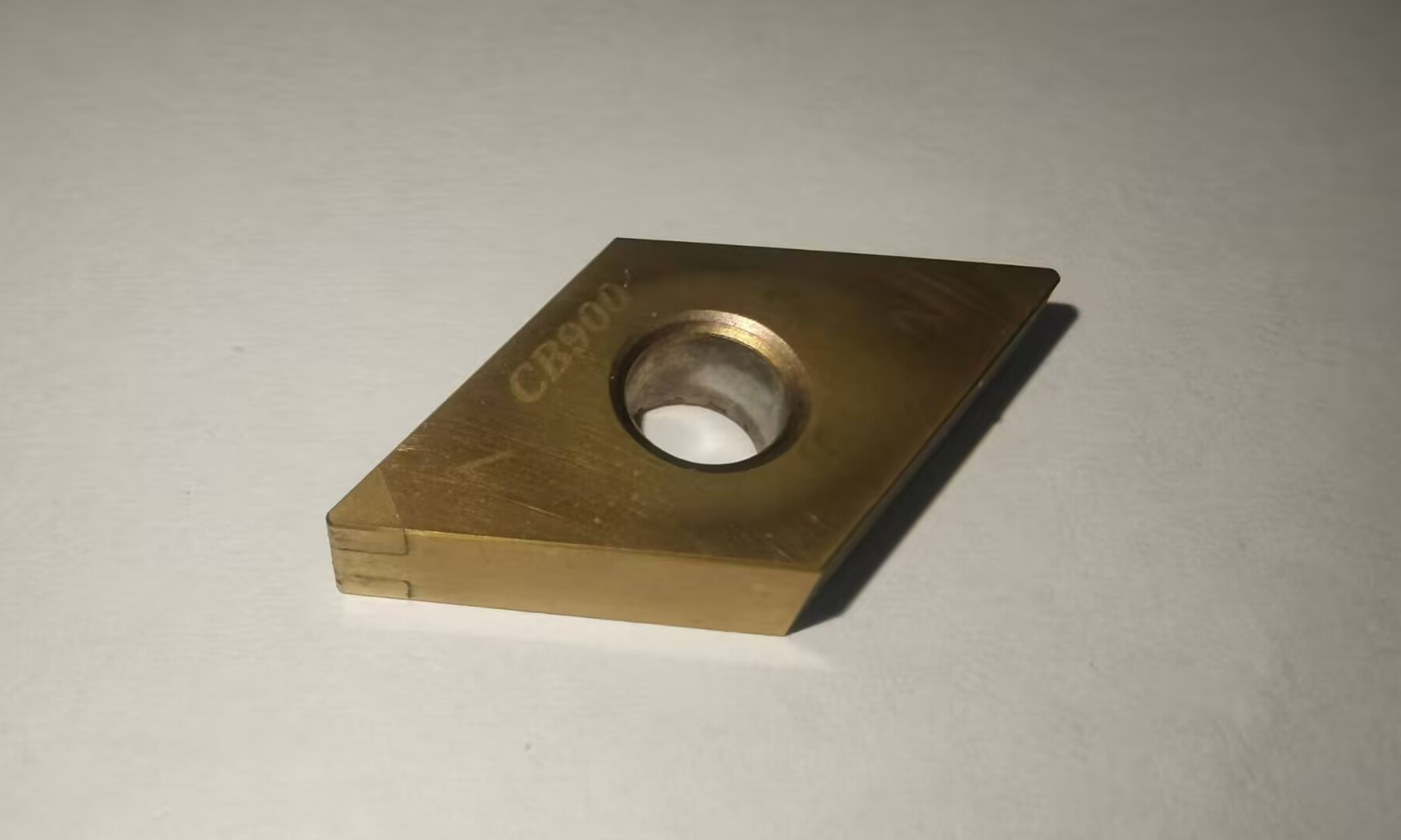
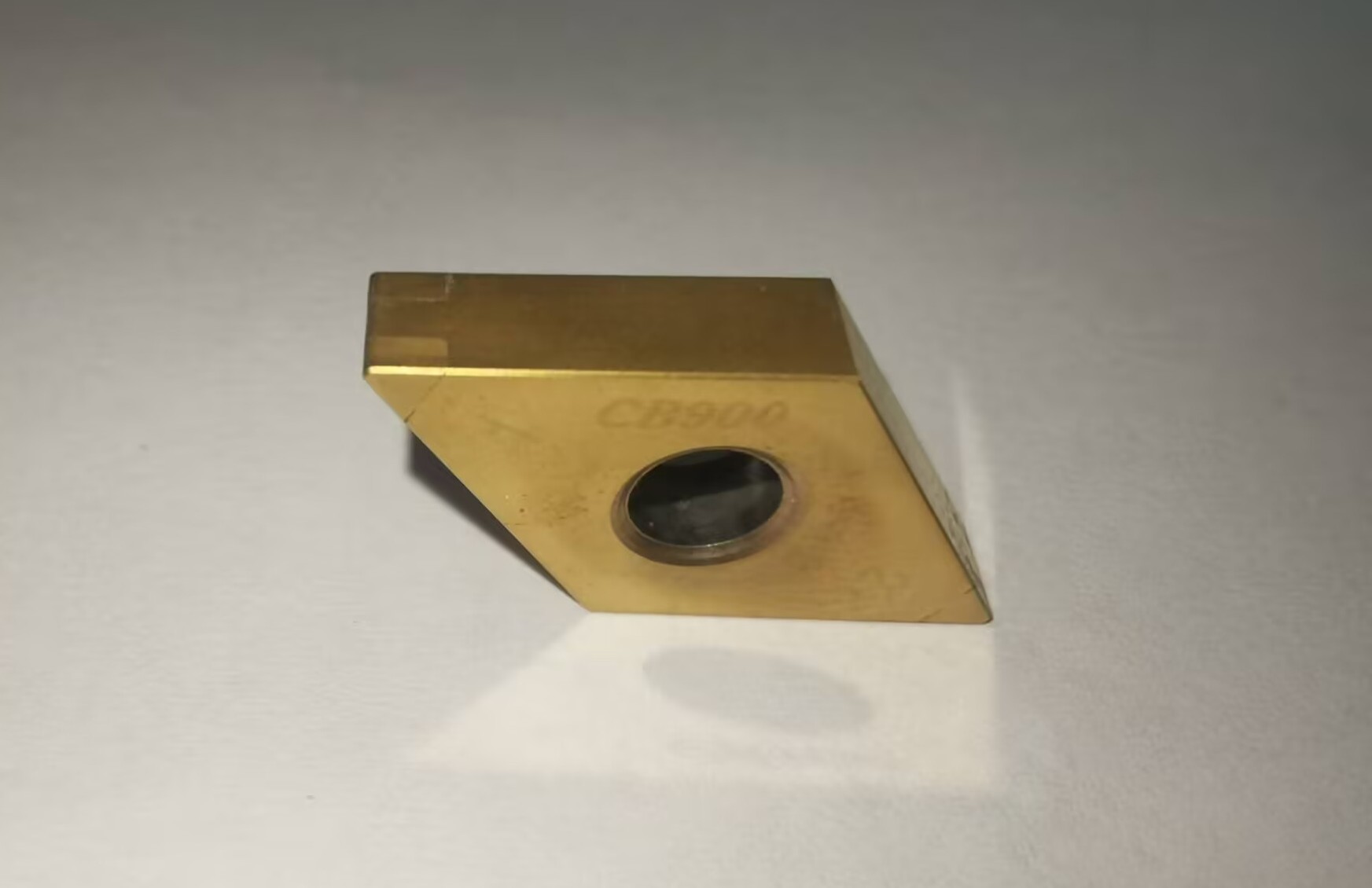
Cubic Boron Nitride Tools, suitable for hardened steel, cast iron and other difficult-to-machine materials


For precision grooving of hardened steel, cast iron and other difficult materials.

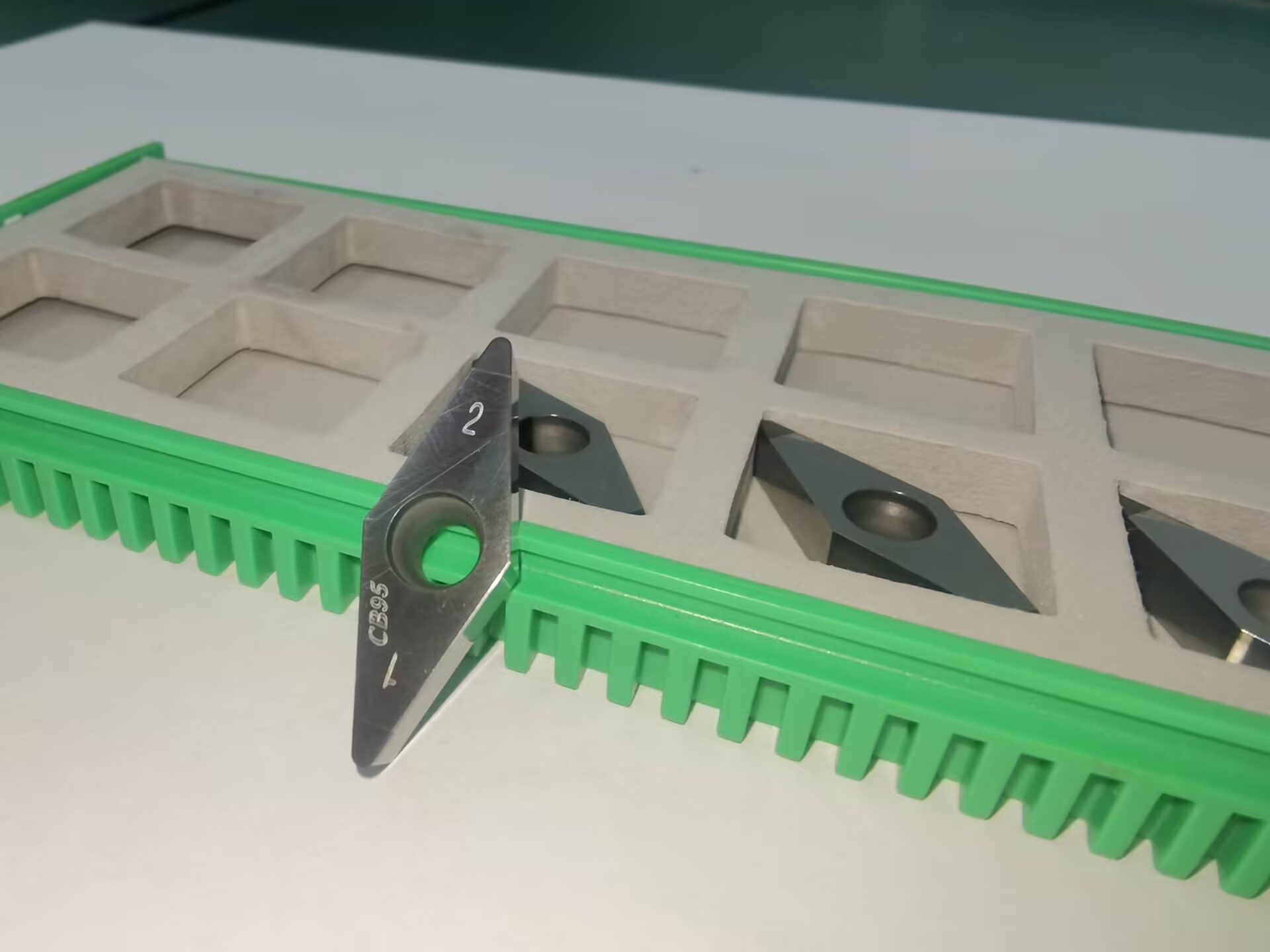
For precision turning of difficult-to-machine materials, hardened steel and cast iron.



For precision drilling and reaming of high-hardness materials.
Detailed technical data and performance indicators
| Parameter | Value | Description |
|---|---|---|
| CBN content | 50-95% | Selectable according to machining requirements |
| Hardness | 3000-5000 HV | Second only to diamond |
| Heat resistance | 1400℃ | Maintains high hardness at elevated temperatures |
| Wear resistance | 30-50 times of carbide | Suitable for difficult-to-machine materials |
| Thermal conductivity | 100-130 W/m·K | Good heat dissipation |
| Chemical stability | Excellent | No reaction with iron group elements |
Tailored tool solutions according to specific customer requirements



Customized shapes and sizes according to customer drawings and technical requirements.


For complex shape and high-precision milling operations.
Tools with custom coatings tailored to the workpiece material.
Complete service process from requirement to delivery
Detailed understanding of customer processing needs and technical requirements
Design tool geometry, select materials and coating solutions
Produce samples and conduct testing verification
After sample approval, proceed with mass production and delivery
Select appropriate tool material and type according to workpiece material
Recommended tool types and parameters for different workpiece materials
| Workpiece material category | Specific examples | Recommended tool type | Recommended tool material | Cutting speed range | Feed rate range |
|---|---|---|---|---|---|
| Non-ferrous metals | Aluminum alloys, Copper alloys, Magnesium alloys | PCD milling cutter, turning tool | PCD | 300-800 m/min | 0.1-0.4 mm/tooth |
| Cast iron | Gray iron, Ductile iron | PCBN turning tool, milling cutter | PCBN | 100-300 m/min | 0.1-0.3 mm/tooth |
| Hardened steel | 45-65 HRC hardened steel | PCBN turning tool, milling cutter | PCBN (high CBN content) | 80-200 m/min | 0.05-0.2 mm/tooth |
| High-temperature alloys | Inconel, Titanium alloys | PCBN tools | PCBN | 50-120 m/min | 0.05-0.15 mm/tooth |
| Composites | Carbon fiber, Glass fiber | PCD milling cutter, drill | PCD (fine grain) | 200-500 m/min | 0.05-0.2 mm/tooth |
| Powder metallurgy | Iron-based, Copper-based | PCBN tools | PCBN | 60-150 m/min | 0.08-0.2 mm/tooth |
Choose appropriate tools according to machining requirements and conditions
Tool hardness should be 2-3 times higher than workpiece material; PCD for non-ferrous, PCBN for hardened steel and cast iron.
For high-temperature environments, use PCBN; PCD operating temperature ≤700℃.
Avoid chemical reactions between tool and workpiece; PCBN does not react with iron group elements, suitable for steel and iron.
Consider tool cost, machining efficiency, and service life; PCD/PCBN recommended for long runs.
Recommended cutting parameters for different tool materials
| Tool material | Applicable material hardness | Recommended cutting speed | Recommended feed rate | Depth of cut | Cooling method |
|---|---|---|---|---|---|
| PCD tools | Non-ferrous < 300HB | 300-1000 m/min | 0.05-0.4 mm/tooth | 0.1-3 mm | Dry or minimal lubrication |
| PCBN tools | 45-65 HRC | 80-300 m/min | 0.05-0.3 mm/tooth | 0.1-2 mm | Coolant recommended |
How to identify tool wear and predict tool life
PCD tool requires regrinding when:
PCBN tool life is mainly affected by:
Methods to extend superhard tool life:
Our technical experts are ready to provide professional tool selection advice anytime
Professional selection advice within 24 hours
Free sample testing service available
Technical experts with 25+ years of experience
Technicians visit for process optimization guidance

Technical Director
25 years in tool industry
We promise: free tool selection consultation and process optimization advice
Our tools are widely used in various industrial fields
Engine components, transmission, braking systems
Aircraft engines, landing gear, structural parts
Molds, precision parts, medical devices
Semiconductors, connectors, heat sinks
Common questions about tool selection, usage and maintenance
The choice of PCD grain size depends mainly on the workpiece material and surface finish requirements. Coarse grain (10-50μm) is suitable for roughing and interrupted cutting, offering better wear resistance; fine grain (2-10μm) is suitable for finishing, providing better surface quality.
PCBN tools are mainly suitable for machining difficult-to-machine materials with hardness above 45HRC, such as hardened steel, cast iron, high-temperature alloys, and hard metals.
Delivery time for custom tools depends on complexity and quantity. Simple non-standard tools typically take 10-20 days, while complex combined tools may take 15-30 days. Express service is available for urgent needs.
Key factors for extending tool life include: selecting appropriate cutting parameters, using suitable coolant, regularly inspecting tool wear, timely regrinding, and maintaining machine accuracy and stability.